
3D玻璃的热弯基本已经确定采用石墨模具,这对CNC来说多了一项石墨加工工艺。因石墨材质本身原因,并不是所有的CNC都可以加工,其中从设备的选择、治具设计、刀具选择等有诸多问题需要注意,据悉,石墨模具方面约占热弯不良率的20%。

一、石墨CNC加工前需做哪些“准备工作”
1. 选好石墨加工设备
(1)吸尘强度要高
石墨加工对机器要求很严格,粉末不只对机器造成伤害,对人也会造成一定的伤害,所以对设备吸尘强度的建议是:
1)变频器控制吸尘器运作,减少震动源
2)吸尘口靠近加工区域,快速吸尘
3)定时吹尘设计,使角落里沉淀的石墨粉尘被吹起,并吸走,不会滞留在机器内部
4)刀库门带吹气装置,防止石墨粉尘进入刀库,粘上刀柄影响加工精度
(2)机床密封性很重要
刀库的密封包括Y轴的设计的密封都要做到很严格,机床的密封性如果做得不好的话,设备进入粉尘,基本上不超过3个月,有些电子元件就慢慢损坏。建议Y轴防尘罩一体化设计,防护性能升级。
(3) 一般需用固态导轨油
石墨的设备一般用固态导轨油,石墨的导轨油还是会滴油的原因是油污时间一长就会沉淀,产生废油,废油也会慢慢滴到石墨或是机台里面,建议:
1)导轨油一旦滴落石墨表面,即毁坏材料;
2)使用滴油回收装置,定时吸油,废油回收。
2. 设计好加工治具

真空治具
上图是一个真空治具,一个治具可以做两个或多个的产品。目前很多都是真空吸附台,一个机台上可以装大的、小的,达3~4个。有的石墨加工用的是工装,但这是做模具电极的;做石墨模具一般都会采用真空吸附台,加工尺寸稳定,变形量也小。
3. 选好刀具
石墨加工的难点也在刀具上面,刀具磨损的非常快,国内普通的刀具也就3-4个小时,好一点的5个小时。国外的进口刀具大大概也就6-8个小时。选择刀具时尽量选择平底带R刀,不要选择平底刀(开粗精修的时候)。因为平底刀的刀尖是锋利的,切削出来石墨会容易崩。石墨比较硬也比较脆,用太过尖利的去切它,会容易崩掉。所以我们现在切削时都会选带点R角的刀具(0.5R或是0.2R)。
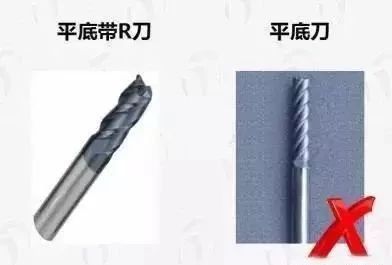
球刀一般是用来精修。损耗大是如下图的R刀,一套模具其加工时间要2个小时,做的精细的要3个小时。现在国内也在努力的研究刀具的材质和涂层,希望它的加工时间变的更久成本会降低。

4. 在不同加工阶段下设置好参数、选好刀具
1) 开粗
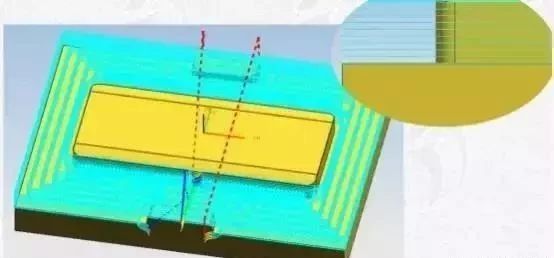
开粗石墨加工路径
如下图是简单的石墨加工路径,是开粗的路径,旁边是放大的开粗的切削深度,每刀的加工量。
参数的设置:
切削量:2~3mm
加工速度:3~4m/min
主轴转速:10000~12000rpm
刀具的选择:
开粗刀:四刃,10~12mm
(直径过小:速度慢,加工没效率)
(直径过大:刀摆大,影响加工精度)
开粗的图
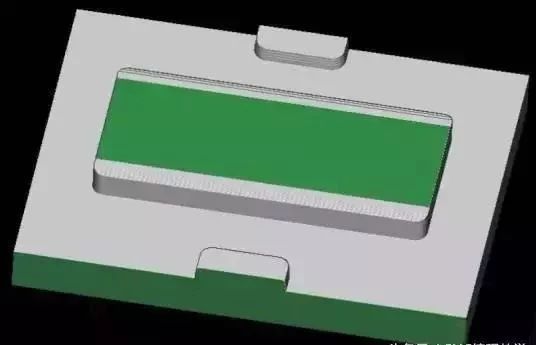
2) 中粗
中粗石墨加工路径
如上图是中粗的刀路,一般我们会采用R刀在精修之间中粗一下,这样对减少精修的量,那么精修的刀磨损会小一点。
参数的设置:
切削量:0.5mm
加工速度:3m/min
主轴转速:15000rpm
刀具的选择:
R刀:R3(带曲面,曲面稍微大,适合曲面开粗)
中粗的图
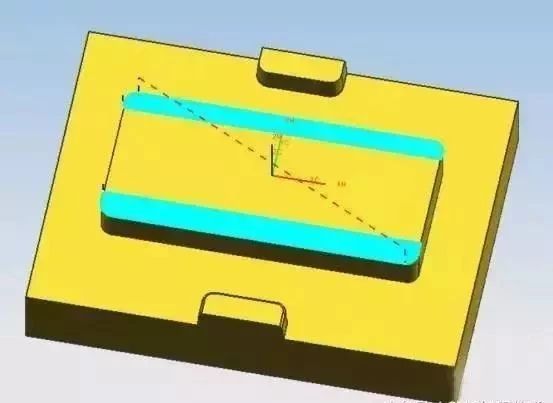
3) 精修
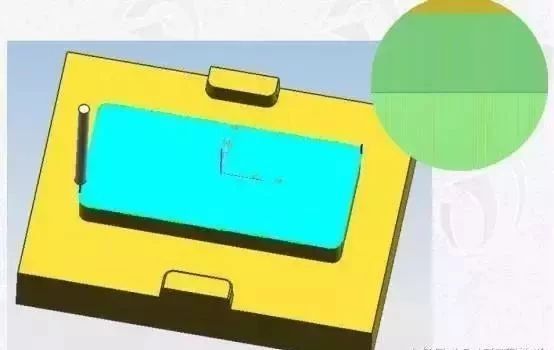
精修石墨加工路径
如上图是精修的加工路径,精修加工爬坡的曲面很多种路径:0°、45°、90°、包括环形的都有在切削,目前切削好的还是90°的,90°普遍来说是比较好的。一般用R刀精修,也是比较好的,但是国外的机床用圆鼻刀,这对机床精度要求很高。像牧野、米克朗的切出的精度就很高,用圆鼻刀切出来也会很亮,基本上切出来不用抛光。
参数的设置:
切削量:0.03mm
加工速度:3m/min
主轴转速:22000rpm
刀具的选择:
凸模:R刀:R2(曲面小,可设置高转速,震动小,提高加工)
凹模:圆鼻刀(平底带R刀) (6R0.5 / 4R0.2)
(6&4代表直径,0.5&0.2代表R角度,R角度越小,表示加工范围越小,加工更精细,可处理凹模中角落位置加工。)
精修图
二、石墨CNC加工中会遇到哪些问题及如何解决
1. 刀线问题
1)刀具问题:建议尽量使用高质量刀具。目前刀具材质以及涂层配方,多进口为宜。国内刀具的材质和涂层还在继续深入研究当中。
2)后处理:配合数控系统的专用后处理程序。
2. 暗纹问题
机床、刀具等都会影响精度,产生暗纹。
1)系统问题:系统设置需调整,选择“高精修”模式,配合系统专用后处理;
2)走刀方式:建议好两轴同时移动,而非三轴同时移动。45°一般使用三轴同时动,三轴同时动的话没那么好,容易产生刀纹。
上一篇: 高纯高强石墨制品的介绍
下一篇: 干货—如何检测出石墨粉中的纯度
电话: +86-400-996 1105
传真: +86-375-650 1666
手机: +86 400-996 1105
E-mail: info@xrdgraphite.com
地址: 河南省平顶山市宝丰高新产业集聚区
联系我们






